
High-Efficiency Industrial Heat Exchanger Manufacturing (Shell & Tube / SiC)
Custom design of multi-tubular and special material heat exchangers for chemical plant optimization
Custom Industrial Heat Exchanger Design Maximizing Overall Heat Transfer Efficiency
BMS is an expert engineering company specializing in **high-efficiency industrial heat exchanger manufacturing** that innovatively reduces energy costs for chemical plants based on precise thermodynamic calculations.
From the Shell & Tube method to precision waste heat recovery units, our equipment optimizes the heat transfer area to stably guarantee the core performance of complex chemical processes.
By analyzing harsh operating conditions such as strong acids, high temperatures, and high pressure, we select the optimal corrosion-resistant materials such as Glass and SiC. Through this, we realize perfect, contamination-free heat exchange even in sensitive chemical reaction processes.
High-Corrosion Resistance & High-Efficiency Heat Exchanger Lineup
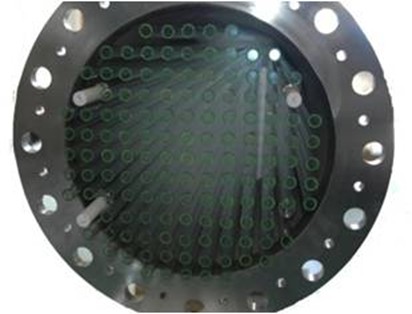
Glass Heat Exchanger (High Purity & Visibility)
Boasting excellent chemical resistance, it is essential for **high-purity fine chemical** lines where metal ion contamination must be completely blocked. The transparent material allows for intuitive monitoring of the internal condensation and heat exchange processes.

SiC Heat Exchanger (For Extreme Environments)
Optimized for extremely corrosive environments and strong acidic fluid treatment processes. It controls the rapid reaction heat generated at ultra-high temperatures and boasts overwhelming thermal conductivity that surpasses metal materials.

Special Alloy Shell & Tube Heat Exchanger
A robust structure that perfectly responds to processes requiring large-capacity heat medium circulation and high-pressure steam environments. We maximize the lifespan of the equipment by applying special alloys such as Titanium and Hastelloy.
Design Standards & Safety Certifications
- Application of precision thermodynamic design and fluid dynamics simulation according to global TEMA standards.
- Shell & Tube type structure for easy maintenance.
- ASME U-stamp and KGS certification support.
Manufacturing Specifications
- Custom manufacturing from LAB pilot scale to mass production plants.
- Temperature range: -200℃ (Cryogenic) to 500℃ (Ultra-high temp)
- Pressure range: Full Vacuum to 300bar